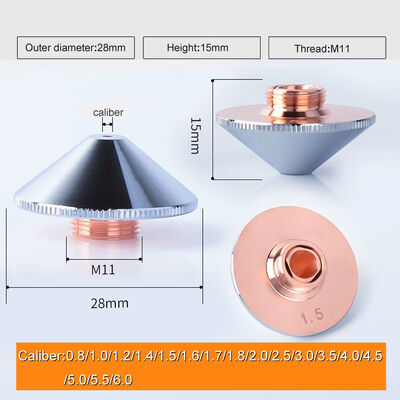
प्लाज्मा कटर मशीन, एचएसडी 130 कटिंग मशीन, शील्ड कैप 220532
शंघाई ZhouBo वेल्डिंग और काटने प्रौद्योगिकी कंपनी प्लाज्मा कटर उपभोग्य सामग्रियों के एक पेशेवर निर्माता हैं, हमारी कंपनी शंघाई शहर, चीन में स्थित है, यह 2007 में स्थापित किया गया था,लेकिन हमारे पास इस क्षेत्र में 10 साल का विनिर्माण अनुभव था, नया कारखाना 10000 वर्ग मीटर से अधिक के क्षेत्र को कवर करता है। 50-100 श्रमिक और 20 अनुसंधान इंजीनियर हैं।
अक्सर पूछे जाने वाले प्रश्न:
Q1: क्या मैं गुणवत्ता की जांच करने के लिए एक निः शुल्क नमूने प्राप्त कर सकता हूं?
एकः निश्चित रूप से, हम निः शुल्क नमूने की आपूर्ति कर सकते हैं लेकिन आपको एक्सप्रेस लागत खुद से उठानी होगी।
प्रश्न 2: क्या मैं वाहक शुल्क का भुगतान कर सकता हूँ?
उत्तर: हाँ, आप एक्सप्रेस चार्ज का भुगतान करेंगे या आपका खाता ठीक है।
Q3: क्या मैं अपने उत्पादों पर अपना ट्रेडमार्क जोड़ सकता हूँ?
उत्तर: हाँ, हमें आपके अधिकृत प्रमाण पत्र की आवश्यकता है।

| मशीन |
HEC NO. |
रेफ NO. |
विवरण |
|
एचएसडी 130
|
H03528 |
220528 |
इलेक्ट्रोड, ((हवा) 45/ ((ऑक्सीजन) 50 एम्प |
| H02487 |
220487 |
इलेक्ट्रोड, (वायु) 130/ (ऑक्सीजन) 130 एम्प |
| H03415 |
220415 |
इलेक्ट्रोड,130Amp (N2,H35) |
| H73529 |
220529 |
घुमावदार अंगूठी, ((हवा) 45/ ((ऑक्सीजन) 50Amp |
| H72488 |
220488 |
घुमावदार अंगूठी, (हवा) 130/ (ऑक्सीजन) 130 एम्प |
| H13525 |
220525 |
नोजल, 45Amp (हवा) |
| H13530 |
220530 |
नोजल, 50Amp (ऑक्सीजन) |
| H13492 |
220492 |
नोजल,130Amp (हवा) |
| H13489 |
220489 |
नोजल, 130Amp (ऑक्सीजन) |
| H13535 |
220535 |
नोजल,130Amp (N2,H35) |
| एच३३५७८ |
220578 |
रखरखाव सीमा 45/50/130Amp (वायु,ऑक्सीजन) |
| H33534 |
220534 |
रखरखाव सीमा 45/130Amp (N2 और F5,H35) |
| H23532 |
220532 |
ढाल, ((हवा) 45/ ((ऑक्सीजन) 50 एम्प |
| एच२२५३६ |
220536 |
ढाल,130Amp (हवा) |
| H22491 |
220491 |
ढाल,130Amp (ऑक्सीजन) |
| H03415 |
220415 |
इलेक्ट्रोड,130Amp (N2,H35) |
| H03535 |
220535 |
नोजल,130Amp (N2,H35) |
| H33534 |
220534 |
रखरखाव सीमा 45/130Amp (N2 और F5,H35) |
तकनीकी सहायता:
ए
प्लाज्मा काटने की मशीन के विषयों पर ध्यान देने की आवश्यकता है
सीएनसी प्लाज्मा काटने की मशीन के काटने के मापदंडों का चयन काटने की गुणवत्ता, काटने की गति और दक्षता के लिए बहुत महत्वपूर्ण है।उच्च गुणवत्ता वाले तेजी से काटने के लिए सीएनसी प्लाज्मा मशीन का सही उपयोग, काटने की प्रक्रिया के मापदंडों को गहराई से समझा और महारत हासिल की जानी चाहिए।
1, काटने की धाराः यह सबसे महत्वपूर्ण काटने की प्रक्रिया मापदंडों, सीधे काटने मोटाई और गति, यानी काटने की क्षमता निर्धारित करता है। प्रभावः 1, काटने की धारा में वृद्धि,धनुष की ऊर्जा में वृद्धि, काटने की क्षमता, काटने की गति बढ़ जाती है; 2, काटने के वर्तमान में वृद्धि, आर्क आर्क के व्यास को बढ़ाने के लिए चर मोटाई कटौती चौड़ाई बनाता है; 3,नोजल के लिए वर्तमान राजदूत काटने गर्मी भार को बढ़ाता है, नोजल समय से पहले क्षति, काटने की गुणवत्ता के प्राकृतिक गिरावट, भी सामान्य कटौती नहीं कर सकते हैं।तो काटने वर्तमान और संबंधित नोजल काटने से पहले सामग्री की मोटाई के अनुसार चुना जाना चाहिए.
2, काटने की गतिः सबसे अच्छा काटने की गति रेंज के अनुसार उपकरण चित्रित चयनित या परीक्षण करने के लिए निर्धारित करने के लिए, सामग्री की मोटाई के कारण, विभिन्न सामग्री, उच्च पिघलने बिंदु,थर्मल कंडक्टिविटी और पिघलने की सतह तनाव और अन्य कारक, काटने की गति भी एक इसी तरह के परिवर्तन है। मुख्य प्रदर्शनः 1, काटने की गति कटौती की गुणवत्ता में सुधार करने के लिए सुधार किया जा सकता है, कि थोड़ा संकीर्ण कटौती है,कटाव की सतह अधिक चिकनी, और विरूपण को कम कर सकते हैं। 2, काटने की गति बहुत तेज है कि काटने लाइन ऊर्जा आवश्यक मूल्य से कम है,जेट में कट सीम तेजी से पिघल नहीं सकता काटने पिघल तुरंत उड़ा दिया और बड़े घर्षण के गठन3, जब काटने की गति बहुत कम है क्योंकि कट प्लाज्मा आर्क एनोड है,आर्क की स्थिरता बनाए रखने के लिए, एनोड स्पॉट या एनोड क्षेत्र से हाल ही में आर्क काटने सीम प्रवाह वर्तमान स्थान के पास पाया जाना चाहिए, एक ही समय में एक रेडियल जेट के लिए अधिक गर्मी पारित होगा, इसलिए कटौती व्यापक हो गया है,नीचे के फ्लैंज में पिघले हुए पदार्थ के नाखून के दोनों ओर संचय और कोएग्यूलेशन4, जब गति बहुत कम है, क्योंकि कटौती बहुत चौड़ी है,धनुष भी बाहर डाल देंगेयह देखा जा सकता है कि अच्छी काटने की गुणवत्ता और काटने की गति को अलग नहीं किया जा सकता है।

 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!