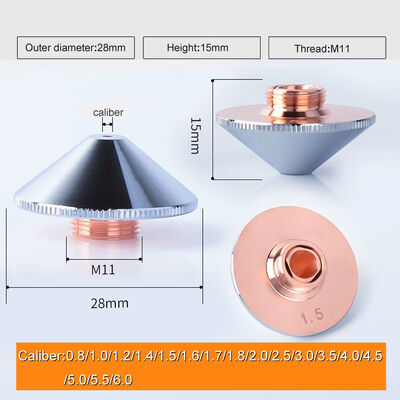
संरक्षण कैप .11.841.721.081 Tjj के लिए Kjellberg प्लाज्मा कटर सहायक उपकरण, रिटेनिंग कैप शंघाई ज़ूबो वेल्डिंग एंड कटिंग टेक्नोलॉजी कंपनी आपको सभी प्लाज्मा उपभोग्य सामग्रियों की पेशकश कर सकती है जैसे कि हाइपरथर्मेशन, केजेलबर्ग, एसाब, कोइके, कोमात्सु, थर्मैडिएन, जैसे: इलेक्ट्रोड, नोजल, शील्ड, ज़ुल्फ़ रिंग, इनर कैप, रिटेनिंग कैप, वॉटर ट्यूब, टार्च बॉडी और शीघ्र।
हम प्लाज्मा काटने की मशीन मशाल उपभोज्य निर्माता के उत्पादन में विशेष कर रहे हैं, हम उद्योग में दस साल से लगे हुए हैं।
हमारे उत्पादों को सीएनसी मशीनों का उपयोग करके संसाधित किया जाता है, हमारे पास उच्च परिशुद्धता परीक्षण उपकरण और अस्सी अनुभवी कुशल श्रमिकों के पंद्रह सेट हैं।
मशीन: HT4400, HT4001, HPR400XD, HPR260XD, HPR130XD, HPR260, HPR130, HSD130, HD3070, HD4070, HT2000, MAX200, POWERMAX1650, पावरमैक्स 1250, पावरमैक्स 65, पावरमैक्स 45, पावरमैक्स 45., टोपी, पानी ट्यूब, मशाल शरीर और इतने पर।
Kjellberg प्लाज्मा काटने की मशीन: HiFocus80i, HiFocus100i, HiFocus130i, HiFocus160i, HiFocus280i, HiFocus360i, HiFocus440i और इतने पर
Kjellberg मशीन: PA-S20W, PA-S25W, PA-S40W, PA-S45W, PA-S70W, PA-S75W, PB-S45W, PB-S47, PB-S75, PB-S76, PB-S77, PB-S80 , ललित Focus450, ललित Focus800, ठीक Focus900 इलेक्ट्रोड, नोक, ढाल, भंवर की अंगूठी, भीतरी टोपी, बनाए रखने की टोपी, पानी की ट्यूब, मशाल शरीर और इतने पर।

| मशीन | HEC NO। | ठुम नं। | संदर्भ संख्या। | विवरण |
फाइनफोकस 800
फाइनफोकस 900
| K631730 | V4330 | 11.833.101.1550 | भंवर गैस कैप 3.0 |
| K631735 | V4335 | 11.833.101.155 | भंवर गैस कैप 3.5 |
| K631740 | V4340 | 11.833.101.156 | भंवर गैस कैप 4.0 |
| K631745 | V4345 | 11.833.101.157 | भंवर गैस कैप 4.5 |
| K631750 | V4350 | 11.833.101.158 | भंवर गैस कैप 5.0 |
| K631760 | V4360 | 11.833.101.159 | भंवर गैस कैप 6.0 |
| K631860 | V4560 | 11.833.111.159 | भंवर गैस कैप 6.0 |
| K42192 | T502 | 11.841.721.081 | सुरक्षात्मक कैप पर्कुट 370.2 |
| K42202 | T522 | 11.836.921.271 | भंवर गैस नोजल PerCut 370.2® |
| K42201 | T521 | 11.836.901.271 | भंवर गैस नोजल PB-S77® / PB-S80® |
| K521230 | T3030 | 11.836.901.163 | नोजल कैप (12x1,5 30 ° cw) |
| K521245 | T3045 | 11.836.901.164 | नोजल कैप (12x1,5 45 ° cw) |
| K521345 | T3145 | 11.836.901.1641 | नोजल कैप (12x1,5 45 ° ccw) |
| K521260 | T3060 | 11.836.901.165 | नोजल कैप (12x1,5 60 ° cw) |
| K521360 | T3160 | 11.836.901.1651 | नोजल कैप (12x1,5 60 ° ccw) |
| K12715 | T2115Y | 11.846.921.415 | नोजल O2 120A |
| K12720 | T2120Y | 11.846.921.420 | नोजल O2 200A |
| K12725 | T2125Y | 11.846.921.425 | नोजल O2 250A |
| K12727 | T2127Y | 11.846.921.427 | नोजल O2 300A |
| K12730 | T2130Y | 11.846.921.430 | नोजल O2 360A |
| k11025 | T2525 | .11.836.911.625 | नोजल T2525 ArH2 280A 2.5 मिमी |
| k11027 | T2527 | .11.836.911.627। | नोजल T2527 ArH2 360A 2.7 मिमी |
| k1927 | T2427 | .11.846.911.627 | नोजल T2427 ArH2 360A 2,7 मिमी |
| k1929 | T2429 | .11.846.911.629 | नोजल T2429 ArH2 440A 2,9 मिमी |
| K7244 | T104 | 11.836.921.1542 | भंवर की अंगूठी (3x0,4 cw) |
| K7241 | T101 | 11.836.921.153 | भंवर की अंगूठी (6x0,8 cw) |
| K7251 | T111 | 11.836.921.1531 | भंवर की अंगूठी (6x0,8 ccw) |
| K7242 | T102 | 11.836.921.154 | भंवर की अंगूठी (3x0,8cw) |
| K7252 | T112 | 11.836.921.1541 | भंवर की अंगूठी (3x0,6 ccw) |
| K0212 | T012Y | 11.844.921.300-एजी | रजत इलेक्ट्रोड |
| K0102 | S002Y | 11.843.021.320-एजी | कैथोड, एजी |
| K0112 | S012X | 11.843.121.310-एजी | कैथोड, एजी |
| K0122 | S042 | 11.842.411.510 | कैथोड, HiFinox® (i) |
| K0132 | S052 | 11.842.511.510 | कैथोड, फाइनफोकस® (i) |
| K0221 | T051 | | |
| K92211 | T901 | 11.844.901.152 | शीतलक ट्यूब |
| K93221 | V951 | 11.828.911.230 | शीतलक ट्यूब |
तकनीकी सहायता:
प्लाज्मा कटिंग मशीन के लिए सुरक्षा संचालन प्रक्रिया
ए, पूर्व और कटिंग का उपयोग
1 को बिजली की आपूर्ति, वायु स्रोत, पानी के रिसाव, रिसाव, रिसाव, ग्राउंडिंग या शून्य सुरक्षित और विश्वसनीय की जांच और पुष्टि करनी चाहिए।
2 कार, वर्कपीस उपयुक्त स्थान पर होनी चाहिए, और वर्कपीस के लिए उपयुक्त होनी चाहिए और पॉजिटिव इलेक्ट्रोड को काटने के लिए, काम की सतह को काटकर स्लैग पिट के विघटन के साथ प्रदान किया जाना चाहिए।
3 वर्कपीस सामग्री के अनुसार, चयनित नोजल व्यास का प्रकार और मोटाई, आंतरिक संकोचन समायोजन काटने की बिजली की आपूर्ति, गैस प्रवाह दर और इलेक्ट्रोड।
4 स्वचालित काटने वाली ट्राली दूर तक खाली होनी चाहिए, और चयनित कटाई गति।
5 ऑपरेटरों को सुरक्षात्मक मास्क, दस्ताने, टोपी, इलेक्ट्रिक मेम्ब्रेन एंटी-डस्ट मास्क और साउंडप्रूफ इयर मफ पहनना चाहिए। एक सुरक्षात्मक दर्पण के बिना, प्लाज्मा चाप के कर्मियों को सख्ती से निषिद्ध किया जाता है, और उजागर त्वचा को प्लाज्मा चाप के करीब होने के लिए कड़ाई से निषिद्ध है।
6 जब काटने, ऑपरेटर ऊपरी हाथ पर खड़ा होना चाहिए। एक काम बेंच वेंटिलेशन के निचले हिस्से से, और खुले क्षेत्र के ऑपरेटिंग टेबल को कम करना चाहिए।
। काटने, जब कोई लोड वोल्टेज बहुत अधिक है, तो विद्युत ग्राउंडिंग, इन्सुलेशन जुड़ा हुआ शून्य और टॉर्च हाथ की जांच होनी चाहिए, कार्यशील टेबल और ग्राउंड इन्सुलेशन होना चाहिए, या इलेक्ट्रिक कंट्रोल सिस्टम इंस्टॉलेशन नो-लोड ओपन सर्किट ब्रेकर में होना चाहिए।
8 उच्च आवृत्ति जनरेटर परिरक्षण के साथ प्रदान किया जाएगा, उच्च आवृत्ति चाप, उच्च आवृत्ति सर्किट को तुरंत काट दिया जाना चाहिए।
9 थोरियम और टंगस्टन इलेक्ट्रोड का उपयोग JGJ3333001 के अनुच्छेद 12.7.8 के प्रावधानों के अनुसार होगा।
प्लाज्मा कटिंग मशीन का रखरखाव
1. सही विधानसभा मशाल
सही ढंग से, मशाल को स्थापित करें, गैस और ठंडा हवा सुनिश्चित करने के लिए, सभी भागों को अच्छे से सुनिश्चित करें। एक साफ कपड़े पर सभी घटकों को स्थापित करें, घटकों से चिपकी हुई गंदगी से बचें। उपयुक्त स्नेहन तेल पर ओ रिंग में, मानक के रूप में प्रकाश को बदलने के लिए ओ रिंग, अधिक नहीं हो सकता है।
2. पूर्ण क्षति से पहले समय पर भागों की खपत
पूरी तरह से क्षतिग्रस्त भागों के साथ उपभोग में बदलाव नहीं होता है, फिर से इलेक्ट्रोड के गंभीर पहनने के कारण, नोजल और भंवर की अंगूठी में प्लाज्मा चाप का नियंत्रण होगा, जो बेहद गंभीर नुकसान की मशाल का कारण होगा। इसलिए जब कट की गुणवत्ता में पहली कटौती होती है, तो समय पर खपत की जांच होनी चाहिए।
3. जोड़ने धागा सफाई मशाल
व्यय योग्य वस्तु या दैनिक रखरखाव निरीक्षण के प्रतिस्थापन में, थ्रेड को काटने का आश्वासन देना चाहिए, थ्रेड के भीतर और यदि आवश्यक हो, तो कनेक्शन को साफ या मरम्मत करना चाहिए।

 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!