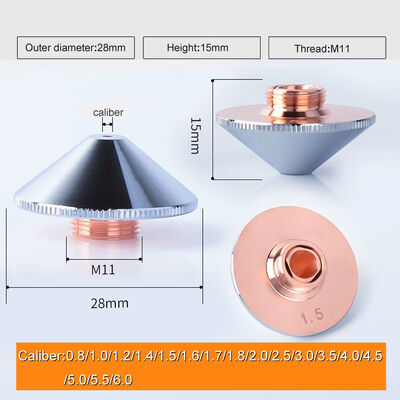
प्लाज्मा सुपर 400 प्लाज्मा कटर मशीन सहायक उपकरण के लिए प्लाज्मा कटर नोजल PK030067 2.3R हम प्लाज्मा कटर उपभोग्य सामग्रियों के एक पेशेवर निर्माता हैं।
ग्राहक संतुष्टि यदि आप हमारे उत्पादों की गुणवत्ता के बारे में चिंता करते हैं, तो मैं आपको मुफ्त में परीक्षण करने के लिए कुछ नमूने दे सकता हूं। कृपया हमसे संपर्क करने में संकोच न करें यदि आपके पास अपनी खरीद से पहले या बाद में कोई प्रश्न या चिंता है। हम आपकी 100% संतुष्टि के लिए प्रतिबद्ध हैं।
शिपिंग और सौंपने 1. डीएचएल हमारे पसंदीदा शिपिंग विधि है। इस बीच टीएनटी, ईएमएस, फेडेक्स, यूपीएस उपलब्ध हैं।
2. अपने खरीदार की जानकारी भरते समय टेलीफोन नंबर छोड़ना सुनिश्चित करें।
3. आप माल की जाँच कर सकते हैं जहाँ यह ट्रैकिंग नंबर के माध्यम से पारगमन में है।
रिफंड (केवल परिवर्तन) 1. यदि आप अपनी खरीद से संतुष्ट नहीं हैं, तो आप प्राप्त वस्तुओं को बदल सकते हैं। आप रसीद के 5 दिनों के भीतर हमसे संपर्क करें
आपके आदेश के और आपको सभी अतिरिक्त शिपिंग शुल्क का भुगतान करना चाहिए और लौटाई गई वस्तुओं को उनके मूल में रखा जाना चाहिए
स्थिति।
2. यदि आप दोषपूर्ण या गलत शिप किए गए सामानों को बदलना चाहते हैं, तो कृपया माल प्राप्त करने के 5 दिनों के भीतर हमसे संपर्क करें।
टिप्पणियाँ 1. खरीदार आपके द्वारा आवश्यक किसी भी बीमा के लिए जिम्मेदार हैं।
2. एक विशिष्ट आदेश के लिए प्रसंस्करण समय उत्पाद प्रकार और स्टॉक की स्थिति के साथ बदलता रहता है। अधिकतर, प्रसंस्करण समय 3 से 15 कार्य दिवसों का हो सकता है।
| मशीन | HEC NO। | संदर्भ संख्या। | विवरण |
सुपर 400 | X08027 | PK031027 | इलेक्ट्रोड "ए" |
| X08459 | PK40008459 | इलेक्ट्रोड "पी" |
| X1823L | PK030069 | नोजल, 2.3L |
| X1823R | PK030067 | नोजल, 2.3R |
| X1825L | PK030062 | नोजल, 2.5L |
| X1825R | PK030060 | नोजल, 2.5R |
| X1830R | PK030063 | नोजल, 3.0R |
| X1830L | PK030061 | नोजल, 3.0L |
| X78204R | PK031204 | भंवर की अंगूठी "आर" |
| X78205L | PK031205 | भंवर की अंगूठी "L" |
| X48360 | PK031360 | रिटेनिंग कैप 400- ओ.पी.एस. |
| X48324 | PK031324 | रिटेनिंग कैप 401/402-ओपीएस |
| X48336 | PK031336 | रिटेनिंग कैप 600-ओपीएस |
| X28323 | PK031323 | शील्ड |
| X28332 | PK031332 | शील्ड 600-ओपीएस |
| X98152 | PK405152 | पानी का पाइप |
| X88709 | PK031709 | मशाल बॉडी 400-ओ.पी.एस. |
| X88744 | PK031744 | मशाल बॉडी 401-ओपीएस |
| X88738 | PK031738 | टॉर्च बॉडी 402-ओपीएस |
| X88054 | PK40005054 | मशाल बॉडी 600-ओ.पी.एस. |
तकनीकी सहायता:
प्लाज्मा कटिंग मशीन के मामलों पर ध्यान देने की जरूरत है
गुणवत्ता, कटिंग गति और दक्षता में कटौती के लिए सीएनसी प्लाज्मा कटिंग मशीन के कटिंग मापदंडों का चयन बहुत महत्वपूर्ण है। उच्च गुणवत्ता वाले तेजी से काटने के लिए सीएनसी प्लाज्मा मशीन का सही उपयोग, काटने की प्रक्रिया के मापदंडों को गहराई से समझना और महारत हासिल करना चाहिए।
कटिंग करंट: यह सबसे महत्वपूर्ण कटिंग प्रोसेस पैरामीटर है, सीधे कटिंग की मोटाई और गति, यानी कटिंग क्षमता को निर्धारित करता है। प्रभाव: 1, वर्तमान में कटौती, चाप की ऊर्जा में वृद्धि, काटने की क्षमता, काटने की गति में वृद्धि हुई है; 2, वर्तमान में कटौती, चाप चाप चर के व्यास में वृद्धि चीरा चौड़ाई बनाता है; 3, नोजल के वर्तमान राजदूत को काटने से गर्मी का भार बढ़ जाता है, नोजल समय से पहले क्षति, प्राकृतिक गिरावट की गुणवत्ता में कटौती, सामान्य कटौती भी नहीं कर सकती है। तो काटने की वर्तमान और इसी नोजल को काटने से पहले सामग्री की मोटाई के अनुसार चुना जाना चाहिए।
1, उच्च तापमान पर आर्गन और किसी भी धातु पर लगभग कोई प्रतिक्रिया नहीं है, आर्गन प्लाज्मा चाप बहुत स्थिर है। नोजल और इलेक्ट्रोड का उपयोग उच्च सेवा जीवन है। लेकिन आर्गन प्लाज्मा चाप वोल्टेज कम है, थैलेपी मूल्य अधिक नहीं है, काटने की क्षमता सीमित है, और काटने की मोटाई हवा के साथ तुलना में लगभग 25% कम हो जाएगी। इसके अलावा, पिघली हुई धातु की सतह का तनाव नाइट्रोजन गैस के वातावरण की तुलना में बड़ा है, जो नाइट्रोजन गैस के वातावरण की तुलना में लगभग 30% अधिक है। भले ही आर्गन और अन्य गैस मिश्रण का उपयोग करने की प्रवृत्ति होगी। इसलिए, शुद्ध आर्गन प्लाज्मा कटिंग का उपयोग शायद ही कभी किया जाता है। हाइड्रोजन अक्सर सहायक गैस और अन्य गैस मिश्रण क्रिया के रूप में होता है, जैसे कि प्रसिद्ध गैस H35 (हाइड्रोजन का आयतन अंश 35%, आर्गन का बाकी हिस्सा) सबसे मजबूत गैस प्लाज्मा चाप में से एक है, जो हाइड्रोजन में मुख्य संवर्धन है। क्योंकि हाइड्रोजन चाप वोल्टेज में काफी सुधार कर सकता है, हाइड्रोजन प्लाज्मा जेट का उच्च थाल्पी मूल्य होता है, जब आर्गन के साथ मिलाया जाता है, तो प्लाज्मा जेट की काटने की क्षमता में बहुत सुधार होता है। आमतौर पर धातु की सामग्री की 70 मिमी से अधिक मोटाई, आमतौर पर कटिंग गैस के रूप में आर्गन + हाइड्रोजन का उपयोग किया जाता है। यदि पानी के जेट का उपयोग आर्गन + हाइड्रोजन प्लाज्मा चाप को संपीड़ित करने के लिए किया जाता है, तो उच्च कटिंग दक्षता प्राप्त की जा सकती है। नाइट्रोजन का उपयोग एक कार्यशील गैस के रूप में किया जाता है, उच्च वोल्टेज की शर्तों के तहत और नाइट्रोजन प्लाज्मा चाप में आर्गन गैस जेट पावर की तुलना में बेहतर स्थिरता और उच्चतर होती है, भले ही तरल धातु चिपचिपापन सामग्री जैसे कि स्टेनलेस स्टील और निकल आधार मिश्र धातु, अवर की चीरा हो। हैंग स्लैग की मात्रा कम होती है। नाइट्रोजन का उपयोग अकेले किया जा सकता है, अन्य गैस मिश्रण के साथ भी उपयोग कर सकते हैं, जैसे कि स्वत: काटने अक्सर काम करने वाली गैस के रूप में हवा या नाइट्रोजन का उपयोग करते हैं, गैस मानक उच्च गति काटने कार्बन स्टील गैस बन गई है। कभी-कभी प्लाज्मा चाप काटने में नाइट्रोजन का उपयोग आर्क गैस के रूप में भी किया जाता है।
abc.pdf

 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!